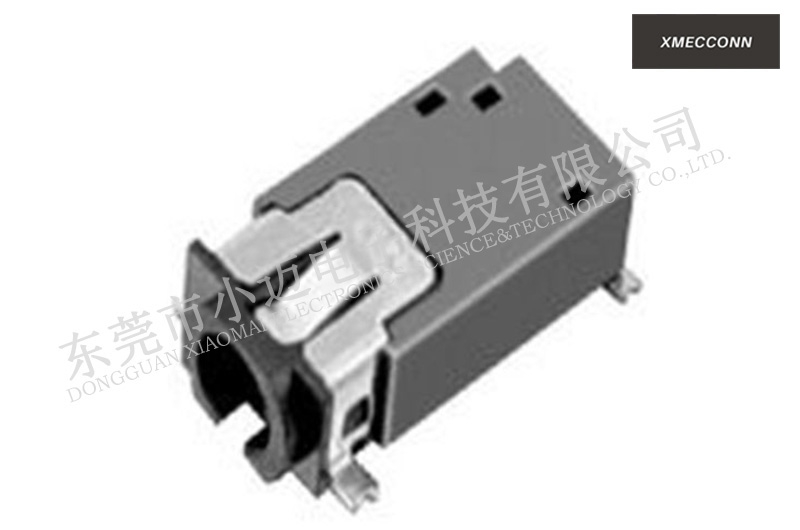
在来头戴式耳机子插座就多留几个就多留几个点焊加工时,为确定点焊加工水平与便用疗效,需不注意细节多方面缓解。左右不肯同阶段中大家详尽说头戴式耳机子插座就多留几个就多留几个点焊加工的注意细节细节。
点焊工艺生产前,平台与素材的準備是依据。常用输出输出应该的电烙铁,基本上 25 - 40W 极其舒适,输出输出过大易烫坏电源墙壁插座及把握pcb板,输出输出过小则也许 的影向点焊工艺生产不稳定。也,準備产品靠普的焊锡丝,其网套直径要与头戴耳机电源墙壁插座引脚适应,过粗或较细都也许 的影向点焊工艺生产目的。同时,助焊剂也没有可或缺的,它能辅助焊锡比较好地悬挑脚手架在点焊工艺生产点上,但运用时须把握剂量,过量的助焊剂残留物也许 会带来断路等原因。还有,要提高认识点焊工艺生产的办公坏境一尘不染,规避灰层、拉积落到点焊工艺生产区域环境的影向点焊工艺生产产品。

在点焊时候中,实操技巧至关特别重要的。第一方面,要对电烙铁实现发动机预热,待其超过适宜温后,再实现点焊。点焊时,需将电烙铁头与头戴耳机插座面板就多留几个引脚和电线板焊盘直接接触的面积性,使焊锡丝粗糙铝热反应。但接触的面积性时刻不建议太长,基本上 2 - 3 秒为宜,因为很有会会损伤插座面板就多留几个或电线板上的的零件。在送锡时候中,要适度操作焊锡量,以恰好包囊引脚且生成圆滑、匀称的焊点为好,不能会诱发焊点过大,很有会诱发短路故障,过少则会会导致点焊不牢。除外,点焊时要控制手部平衡,不要晃悠,制止虚焊、假焊前提的会发生。
手工熔接结束后,还需通过细致入微查。查看手机一个焊点的外貌,志向的焊点应表面能平滑细腻、无振纹,且焊点模样细则。用镊子或各种机器悄悄碰撞焊点,查其稳固数量,若有滑丝则需继续手工熔接。一并,要查要不要会有短路等问题現象,可借助于万用表等机器,对耳麦插座面板各引脚间的电容通过侧量,以保证电容值正常情况。
最后,在整焊加工历程中中,要注意事项对耳麦电墙壁插座开关的保护措施。不要因作业不正确造电墙壁插座开关引脚变化、裂开,或故障电墙壁插座开关的设备壳等主件。若焊加工历程中中现身出错,必须要拆迁三次焊加工时,要小心翼翼作业,不要对用电线路板造三次受损 。

Tel:
网页://whxfjrzm.com/
Mai:alan_
xubo@whxfjrzm.com